









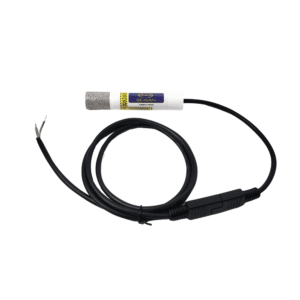
The RH-3 humidity probe uses a high quality humidity sensor which has been specifically tested for farm environments.
The sensor has been calibrated to insure optimal precision
To maximize probe life expectancy, all of the electronic components are sealed in an epoxy glue.
The probe also provides a connector which allows for easy disconnection and connection when cleaning the building.
The relative humidity is expressed in percentage and it represents the water vapor quantity in the air compared with the maximum vapor quantity capacity.
The maximum water vapor quantity can vary depending on the room temperature.
Since the room temperature plays a role on the maximum quantity of water vapor in the air, the RH-3 probe has been equipped with an integrated temperature sensor.
This temperature reading is used to compensate the relative humidity reading according to temperature.
This means that the precision of the relative humidity reading is not dependent on temperature, allowing for optimum precision throughout the operational range of the RH-3.
Depending on your controller, refer to products
- RH-3IC (reading 10 to 90%) Humidity probe for IC series controls
- RH-3/ECS (reading 30 to 90%) Humidity sensor for ECS-M series controls
- RH-3/MGCB (reading 0 to 90%) replace with GE-HUM3/MGCB
For only cable, refer to products




{kind=link}